Diamond Milling Cutters
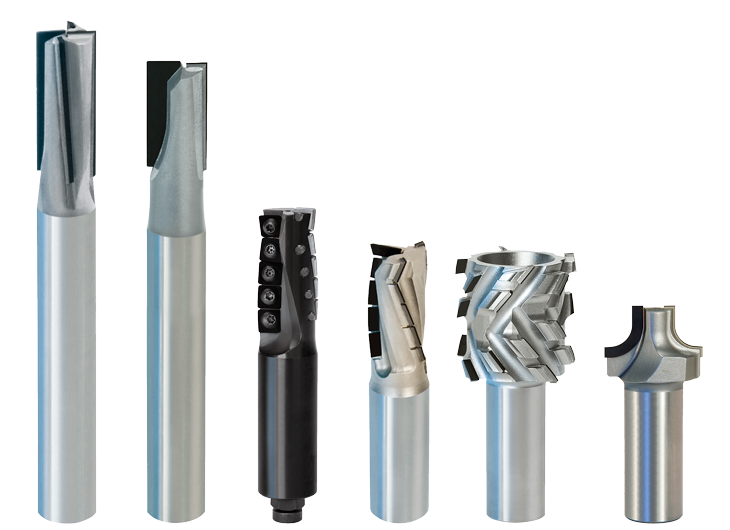
DIATEC- end mills
The following tools from the diamond tool program are characterized by special features.
- stable tools due to carbide base body
- cutting free of offsets due to the continuous pairing of cutting edges
- large flutes
- sharp-edged and tear-free workpiece upper and lower edges due to the alternating arrangement of the cutting edges
- wide range of application of the tools: wood materials, plastics, mineral materials and aluminum
- stable cutting geometry
- easy to service. "Straight cutting edges are easier to sharpen".
- optimum rake angle ratios - this means that consistently long tool lives can be expected
*****
Diastart-UNO
| D (mm) |
L2 (mm) |
L4 (mm) |
L1 (mm) |
S (mm) |
Part-No. |
|---|---|---|---|---|---|
| 10 | 26 | 9,2 | 75 | 12x40 | 12100-9-10262-L |
| 12 | 26 | 9,2 | 75 | 12x40 | 12100-9-10262-R |
| 12 | 26 | 9,2 | 75 | 12x40 | 12100-9-12262-L |
| 12 | 26 | 9,2 | 75 | 12x40 | 12100-9-12262-R |
| 12 | 26 | 9,2 | 80 | 16x45 | 12100-9-12263-L |
| 12 | 26 | 9,2 | 80 | 16x45 | 12100-9-12263-R |
| 12 | 35 | 9,2 | 85 | 12 x 40 | 12100-9-12352-L |
| 12 | 35 | 9,2 | 85 | 12 x 40 | 12100-9-12352-R |
| 12,7 | 26 | 9,2 | 75 | 12,7 x 40 | 12100-9-12726-L |
| 12,7 | 26 | 9,2 | 75 | 12,7 x 40 | 12100-9-12726-R |
| 15,88 | 35 | 9,2 | 90 | 15,88 x 45 | 12100-9-15835-L |
| 15,88 | 35 | 9,2 | 90 | 15,88 x 45 | 12100-9-15835-R |
| 16 | 26 | 9,2 | 80 | 16 x 45 | 12100-9-16263-L |
| 16 | 26 | 9,2 | 80 | 16 x 45 | 12100-9-16263-R |
| 16 | 35 | 9,2 | 90 | 16 x 45 | 12100-9-16353-L |
| 16 | 35 | 9,2 | 90 | 16 x 45 | 12100-9-16353-R |
| 16 | 35 | 9,2 | 105 | 25 x 60 | 12100-9-16356-L |
| 16 | 35 | 9,2 | 105 | 25 x 60 | 12100-9-16356-R |
| 18 | 26 | 9,2 | 90 | 20 x 55 | 12100-9-18265-L |
| 18 | 26 | 9,2 | 90 | 20 x 55 | 12100-9-18265-R |
| 18 | 35 | 9,2 | 100 | 20 x 55 | 12100-9-18355-L |
| 18 | 35 | 9,2 | 100 | 20 x 55 | 12100-9-18355-R |
| 18 | 43 | 9,2 | 115 | 25 x 60 | 12100-9-18436-L |
| 18 | 43 | 9,2 | 115 | 25 x 60 | 12100-9-18436-R |
| 19,05 | 43 | 9,2 | 115 | 25,4 x 60 | 12100-9-19054-L |
| 19,05 | 43 | 9,2 | 115 | 25,4 x 60 | 12100-9-19054-R |
| 20 | 26 | 9,2 | 95 | 25 x 60 | 12100-9-20266-L |
| 20 | 26 | 9,2 | 95 | 25 x 60 | 12100-9-20266-R |
| 20 | 52 | 9,2 | 120 | 25 x 60 | 12100-9-20526-L |
| 20 | 52 | 9,2 | 120 | 25 x 60 | 12100-9-20526-R |
| 25 | 26 | 9,2 | 95 | 25 x 60 | 12100-9-25266-L |
| 25 | 26 | 9,2 | 95 | 25 x 60 | 12100-9-25266-R |
| 25 | 52 | 9,2 | 120 | 25 x 60 | 12100-9-25526-L |
| 25 | 52 | 9,2 | 120 | 25 x 60 | 12100-9-25526-R |

12100
Technical details:
- tool body made of steel
- burnished
- periphery tips and plunge tip made from pcd
- alternative shear cut
- several times regrindable
- without length adjusting screw
- tipping height: 2,5 mm
Application:
- grooving, sizing, severing and rebating of classically wood composites
- suitable for axial and ramp plunge cutting
Special advantages:
- cost effective
- PCD-plunge tip also cutting on periphery (Z2)
- Dianova tip seat design
Application data:
R.P.M. = 18 000 - 24 000
vf = 3 - 7 m/min
*****
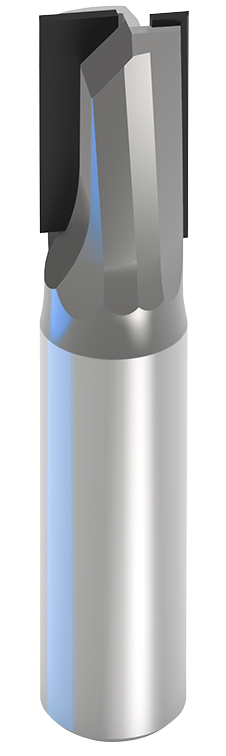
Diatec-DUO Finishing Cutters
| D (mm) |
L2 (mm) |
L3 (mm) |
L (mm) |
S (mm) |
Part.-No.: |
|---|---|---|---|---|---|
| 5 | 10 | 12 | 50 | 6 | 14250-9-05100-R |
| 6 | 15 | 20 | 65 | 6 | 14250-9-06150-R |
| 8 | 15 | 20 | 65 | 8 | 14250-9-08150-R |
| 8 | 20 | 25 | 70 | 8 | 14250-9-08200-R |
| 10 | 10 | 15 | 75 | 10 | 14250-9-10100-R |
| 10 | 15 | 20 | 75 | 10 | 14250-9-10150-R |
| 10 | 20 | 25 | 80 | 10 | 14250-9-10200-R |
| 12 | 15 | 20 | 70 | 12 | 14250-9-12152-R |
| 12 | 20 | 25 | 75 | 12 | 14250-9-12202-R |
| 12 | 25 | 29 | 75 | 12 | 14250-9-12252-R |
| 12 | 30 | 35 | 80 | 12 | 14250-9-12302-R |
| 16 | 10 | 20 | 80 | 16 | 14250-9-16103-R |
| 16 | 15 | 25 | 80 | 16 | 14250-9-16153-R |
| 16 | 20 | 25 | 80 | 20 | 14250-9-16205-R |
| 16 | 25 | 30 | 85 | 16 | 14250-9-16253-R |
| 18 | 15 | 25 | 80 | 18 | 14250-9-18155-R |
| 18 | 20 | 25 | 80 | 18 | 14250-9-18205-R |
| 20 | 20 | 30 | 85 | 20 | 14250-9-20205-R |
14250
Technical details
- tool body made of steel (*) or solid tungsten carbide
- periphpery tips and plunge tip made from pcd
- alternative shear cut
- several times regrindable
Application
- finishing, grooving, sizing, severing (nesting) and rebating of particularly abrasive workpiece materials
- applicable for axial- and ramp plunge cutting
Workpiece materials:
- board materials (chipboard, MDF, multiplex)
- thermoplastics (CFK, GFK, epoxy resin)
- HPL (TRESPA®, laminate, RESOPAL®)
- solid surface (Corian®)
- gypsum fibreboards
- solid- and glued wood
- limited usable in Aluminum
Spezial advantages: continous cutting edges for line-free cut
Application data:
Heat-setting material/Thermoplastics / HPL: R.P.M. = 15 000 - 22 000, vf = 1 - 5 m/min
Solid surface: R.P.M. = 15 000 - 22 000, vf = 4 - 8 m/min
Wood based panels: R.P.M. = 18 000 - 24 000, vf = 6 - 9 m/min
*****
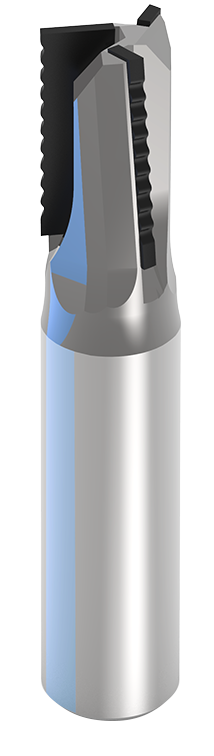
DIATEC-TRIO-Finshing Cutters Z3
| D (mm) |
L2 (mm) |
L3 (mm) |
L1 (mm) |
S (mm) |
Part.-No.: |
|---|---|---|---|---|---|
| 12 | 10 | 19 | 70 | 12 | 14253-9-12102-R |
| 12 | 15 | 24 | 70 | 12 | 14253-9-12152-R |
| 12 | 20 | 29 | 75 | 12 | 14253-9-12202-R |
| 12 | 25 | 34 | 80 | 12 | 14253-9-12252-R |
| 14 | 15 | 23 | 70 | 14 | 14253-9-14151-R |
| 14 | 20 | 28 | 75 | 14 | 14253-9-14201-R |
| 14 | 25 | 33 | 80 | 14 | 14253-9-14251-R |
| 16 | 10 | 25 | 80 | 16 | 14253-9-16103-R |
| 16 | 15 | 30 | 80 | 16 | 14253-9-16153-R |
| 16 | 20 | 30 | 80 | 16 | 14253-9-16203-R |
| 16 | 25 | 30 | 80 | 16 | 14253-9-16253-R |
| 16 | 30 | 35 | 85 | 16 | 14253-9-16303-R |
| 16 | 35 | 40 | 90 | 16 | 14253-9-16353-R |
| 20 | 10 | 15 | 85 | 16 | 14253-9-20105-R |
| 20 | 15 | 20 | 85 | 16 | 14253-9-20155-R |
| 20 | 20 | 25 | 85 | 20 | 14253-9-20205-R |
| 20 | 25 | 30 | 90 | 20 | 14253-9-20255-R |
| 20 | 30 | 35 | 95 | 20 | 14253-9-20305-R |

14253
Technial details
- tool body made of solid tungsten carbide
- periphery tips and plunge tip made from pcd
- alternative shear cut (2 negative; 1 positive)
- several times regrindable
Application
- finishing, grooving, sizing, severing (nesting) and rebating of particularly abrasive workpiece materials
- applicable for axial- and ramp plunge cutting
Workpiece materials:
- board materials (chipboard, MDF, multiplex)
- thermoplastics (CFK, GFK, epoxy resin)
- HPL (TRESPA®, laminate, RESOPAL®)
- solid surface (Corian®)
- gypsum fibreboards
- solid- and glued wood
Special advantages: continious cutting edges for line-free cut
Application data:
* Heat-setting material/Thermoplastics / HPL: R.P.M. = 15 000 - 18 000, vf = 3 - 8 m/min
* Solid surface: R.P.M. = 15 000 - 18 000, vf = 6 - 10 m/min
* Wood based panels: R.P.M. = 18 000 - 24 000, vf = 12 - 20 m/min
*****
Diatec-TRIO Roughing Cutters Z3
| D (mm) |
L2 (mm) |
L3 (mm) |
L1 (mm) |
S (mm) |
Part-No.: |
|---|---|---|---|---|---|
| 12 | 10 | 19 | 70 | 12 | 14256-9-12102-R |
| 12 | 15 | 24 | 70 | 12 | 14256-9-12152-R |
| 12 | 20 | 29 | 75 | 12 | 14256-9-12202-R |
| 12 | 25 | 34 | 80 | 12 | 14256-9-12252-R |
| 14 | 15 | 23 | 70 | 14 | 14256-9-14151-R |
| 14 | 20 | 28 | 75 | 14 | 14256-9-14201-R |
| 14 | 25 | 33 | 80 | 14 | 14256-9-14251-R |
| 16 | 10 | 25 | 80 | 16 | 14256-9-16103-R |
| 16 | 15 | 30 | 80 | 16 | 14256-9-16153-R |
| 16 | 20 | 30 | 80 | 16 | 14256-9-16203-R |
| 16 | 25 | 30 | 80 | 16 | 14256-9-16253-R |
| 16 | 30 | 35 | 85 | 16 | 14256-9-16303-R |
| 16 | 35 | 40 | 90 | 16 | 14256-9-16353-R |
| 20 | 10 | 15 | 85 | 16 | 14256-9-20105-R |
| 20 | 15 | 20 | 85 | 16 | 14256-9-20155-R |
| 20 | 20 | 25 | 85 | 20 | 14256-9-20205-R |
| 20 | 25 | 30 | 90 | 20 | 14256-9-20255-R |
| 20 | 30 | 35 | 95 | 20 | 14256-9-20305-R |
14256
Technical details
- tool body made of solid tungsten carbide
- periphery tips and plunge tip made from pcd
- alternative shear cut (2 negative; 1 positive)
- roughing ground
- several times regrindable
Application
- roughing, grooving, sizing, severing (nesting) and rebating of particularly abrasive workpiece materials
- applicable for axial- and ramp plunge cutting
Workpiece materials:
- board materials (chipboard, MDF, multiplex)
- thermoplastics (CFK, GFK, epoxy resin)
- HPL (TRESPA®, laminate, RESOPAL®)
- solid surface (Corian®)
- gypsum fibreboards
- solid- and glued wood
Special advantages: roughing ground for increased chip volume and reduced cutting force
Application data:
- Heat-setting material/Thermoplastics / HPL: R.P.M. = 15 000 - 18 000, vf = 5 - 9 m/min
- Solid surface: R.P.M. = 15 000 - 18 000, vf = 8 - 12 m/min
- Wood based panels: R.P.M. = 18 000 - 24 000, vf = 15 - 25 m/min
*****